
Introduction to Pharma 4.0
The pharmaceutical industry is undergoing a major transformation driven by digital technologies, automation, and data-driven decision-making. As global healthcare demands continue to rise, pharmaceutical companies are seeking innovative ways to improve product quality, operational efficiency, regulatory compliance, and patient safety. This transformation is commonly known as Pharma 4.0.
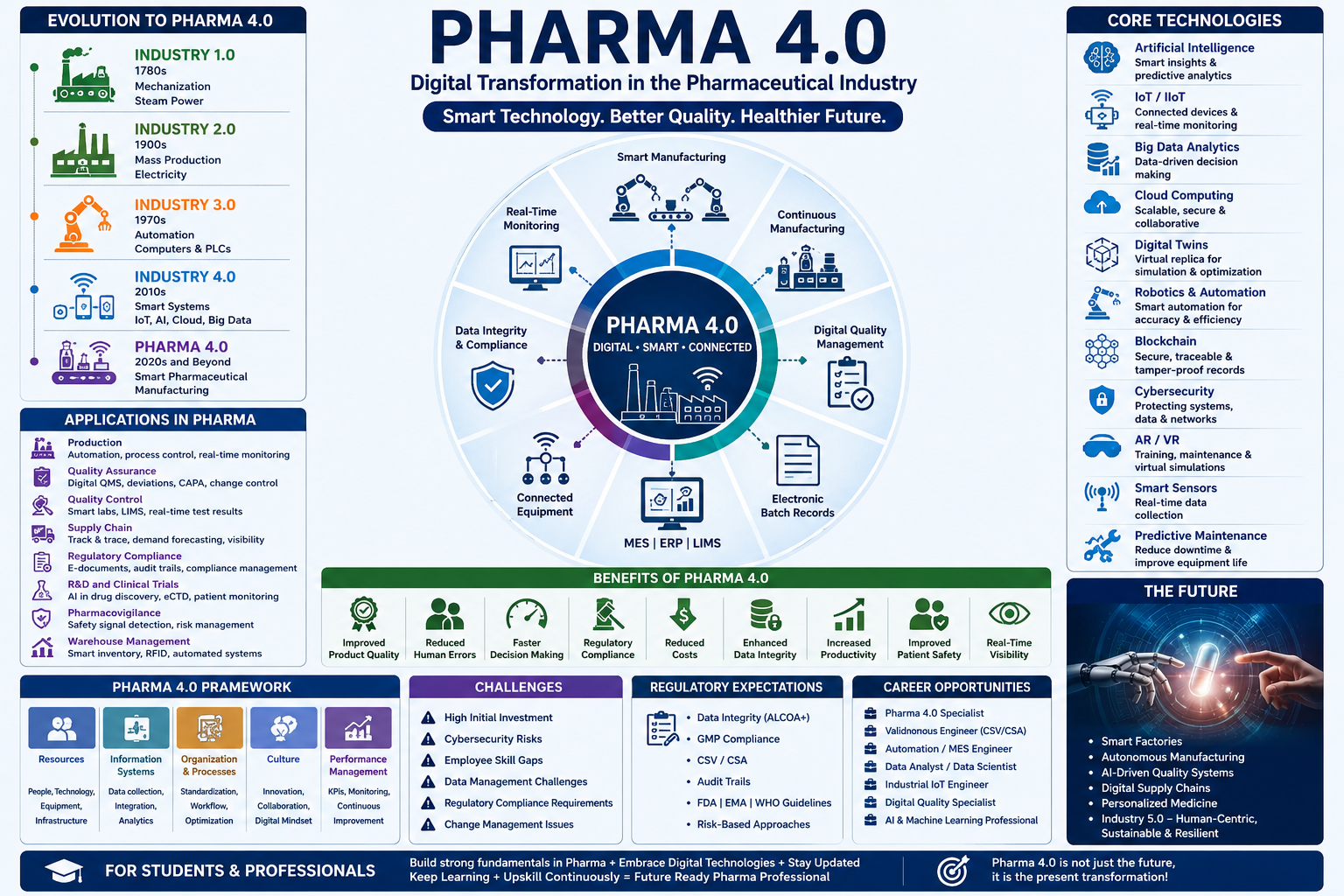
Pharma 4.0 represents the application of Industry 4.0 technologies within pharmaceutical manufacturing and quality systems. It integrates advanced digital technologies such as Artificial Intelligence (AI), Machine Learning (ML), Internet of Things (IoT), Big Data Analytics, Cloud Computing, Robotics, and Smart Manufacturing Systems to create intelligent, connected, and highly efficient pharmaceutical operations.
For pharmaceutical professionals, students, quality experts, validation engineers, and manufacturing personnel, understanding Pharma 4.0 has become essential for future career growth and industry success.
What is Pharma 4.0?
Definition of Pharma 4.0
Pharma 4.0 is a holistic digital transformation framework developed to help pharmaceutical companies integrate modern technologies into manufacturing, quality, supply chain, and business operations while maintaining regulatory compliance and product quality.
The concept was introduced and promoted by the International Society for Pharmaceutical Engineering (ISPE) to create a roadmap for digital maturity across the pharmaceutical industry.
Vision of Pharma 4.0
The vision of Pharma 4.0 is to:
- Enable intelligent pharmaceutical manufacturing
- Improve patient-centric outcomes
- Enhance product quality and reliability
- Increase operational efficiency
- Support real-time decision-making
- Create digitally connected pharmaceutical ecosystems
Objectives of Pharma 4.0
- Improve manufacturing performance
- Reduce deviations and human errors
- Enhance regulatory compliance
- Strengthen data integrity
- Enable predictive and preventive quality management
- Increase manufacturing agility
- Improve supply chain visibility
Evolution from Industry 1.0 to Industry 4.0
The industrial revolution has evolved through several stages over the last two centuries.
Comparison of Industrial Revolutions
| Stage | Period | Key Technology | Characteristics |
|---|---|---|---|
| Industry 1.0 | Late 1700s | Steam Power | Mechanization of production |
| Industry 2.0 | Early 1900s | Electricity | Mass production and assembly lines |
| Industry 3.0 | 1970s onward | Computers and Automation | Programmable control systems |
| Industry 4.0 | Current Era | AI, IoT, Big Data | Smart connected manufacturing |
| Pharma 4.0 | Current Era | Digital Pharmaceutical Systems | Intelligent pharmaceutical operations |
Key Technological Advancements
Industry 1.0
- Steam engines
- Mechanical production equipment
- Basic manufacturing systems
Industry 2.0
- Electrification
- Mass production
- Conveyor-based manufacturing
Industry 3.0
- PLCs
- Computerized systems
- Automation technologies
Industry 4.0
- Artificial Intelligence
- Cloud Computing
- IoT
- Smart Sensors
Pharma 4.0
- Electronic Batch Records
- Predictive Quality Systems
- Digital Twins
- Continuous Manufacturing
- Real-Time Release Testing
Why Pharma 4.0 is Important
Modern pharmaceutical manufacturing faces challenges such as:
- Increasing regulatory requirements
- Complex supply chains
- Rising operational costs
- Data integrity expectations
- Demand for faster product launches
Pharma 4.0 helps organizations address these challenges through digital transformation and automation.
Core Technologies of Pharma 4.0
1. Artificial Intelligence (AI)
AI enables machines to perform tasks that traditionally require human intelligence.
Applications
- Predictive quality analysis
- Batch failure prediction
- Process optimization
- Drug discovery
Example: AI algorithms can predict deviations before they occur.
2. Machine Learning (ML)
Machine Learning uses historical data to identify patterns and improve future predictions.
Applications
- Equipment failure prediction
- Process optimization
- Quality trend analysis
3. Internet of Things (IoT)
IoT connects devices and equipment through the internet.
Applications
- Real-time monitoring
- Environmental monitoring
- Asset tracking
4. Industrial Internet of Things (IIoT)
IIoT specifically focuses on industrial manufacturing environments.
Benefits
- Connected manufacturing systems
- Predictive maintenance
- Smart equipment management
5. Big Data Analytics
Pharmaceutical operations generate enormous amounts of data.
Uses
- Process performance analysis
- Quality trend monitoring
- Risk management
6. Cloud Computing
Cloud platforms provide scalable storage and computing resources.
Benefits
- Centralized data access
- Global collaboration
- Reduced infrastructure costs
7. Digital Twins
A Digital Twin is a virtual replica of a physical asset, process, or system.
Applications
- Manufacturing simulation
- Process optimization
- Equipment performance monitoring
8. Robotics and Automation
Automation reduces manual intervention and improves consistency.
Examples
- Automated dispensing
- Robotic packaging
- Automated sampling
9. Augmented Reality (AR)
AR overlays digital information onto real-world environments.
Applications
- Operator training
- Maintenance assistance
- Validation support
10. Virtual Reality (VR)
VR creates immersive digital environments.
Applications
- Employee training
- Facility simulations
- Process education
11. Blockchain Technology
Blockchain creates secure and tamper-resistant records.
Applications
- Supply chain traceability
- Counterfeit prevention
- Product authentication
12. Cybersecurity
Cybersecurity protects digital assets from unauthorized access.
Importance
- Data protection
- System integrity
- Regulatory compliance
13. Smart Sensors
Smart sensors continuously monitor manufacturing parameters.
Examples
- Temperature sensors
- Pressure sensors
- Humidity sensors
14. Predictive Maintenance
Predictive maintenance uses real-time data to forecast equipment failures.
Benefits
- Reduced downtime
- Lower maintenance costs
- Increased equipment reliability
Key Components of Pharma 4.0 Manufacturing
Smart Manufacturing
Smart manufacturing integrates automation, connectivity, and analytics to improve production performance.
Connected Equipment
Machines communicate with each other and central control systems.
Real-Time Monitoring
Critical process parameters are continuously monitored and analyzed.
Continuous Manufacturing
Unlike traditional batch manufacturing, continuous manufacturing operates without interruption.
Benefits
- Improved efficiency
- Reduced waste
- Consistent product quality
Digital Quality Management Systems (QMS)
Digital QMS platforms automate:
- Deviations
- CAPA
- Change Control
- Training Management
Electronic Batch Records (EBR)
EBRs replace paper-based documentation.
Advantages
- Faster review
- Reduced errors
- Improved compliance
Manufacturing Execution Systems (MES)
MES controls manufacturing activities in real time.
Functions
- Batch execution
- Production tracking
- Electronic documentation
Enterprise Resource Planning (ERP)
ERP integrates:
- Procurement
- Inventory
- Finance
- Production Planning
Laboratory Information Management Systems (LIMS)
LIMS manages laboratory workflows and analytical data.
Benefits
- Improved data integrity
- Faster sample tracking
- Better laboratory efficiency
Pharma 4.0 Framework
The Pharma 4.0 framework is built upon five core pillars.
1. Resources
Includes:
- Equipment
- Technology
- Infrastructure
- Personnel
2. Information Systems
Enables:
- Data collection
- Data integration
- Data analytics
3. Organization and Processes
Focuses on:
- Workflow optimization
- Process standardization
- Digital integration
4. Culture
Promotes:
- Innovation
- Continuous improvement
- Digital mindset
5. Performance Management
Measures:
- Operational efficiency
- Quality performance
- Business outcomes
Applications of Pharma 4.0 in Pharmaceutical Industry
Production
- Automated manufacturing
- Real-time process control
- Predictive process monitoring
Quality Assurance
- Digital deviations
- Automated CAPA systems
- Quality analytics
Quality Control
- Automated laboratory instruments
- Real-time testing
- Digital data management
Validation
- Computerized System Validation
- Data integrity assessments
- Automated validation documentation
Warehouse Management
- Smart inventory tracking
- Automated storage systems
- Barcode and RFID integration
Supply Chain
- End-to-end visibility
- Product traceability
- Demand forecasting
Regulatory Compliance
- Electronic documentation
- Audit trail management
- Automated reporting
Pharmacovigilance
- AI-driven adverse event detection
- Safety signal monitoring
Research and Development
- AI-assisted drug discovery
- Data-driven formulation development
Clinical Trials
- Electronic data capture
- Remote monitoring
- Digital patient engagement
Benefits of Pharma 4.0
Improved Product Quality
Continuous monitoring improves process control and consistency.
Reduced Human Errors
Automation minimizes manual interventions.
Faster Decision Making
Real-time dashboards provide actionable insights.
Better Regulatory Compliance
Digital systems improve documentation and traceability.
Reduced Manufacturing Costs
Automation decreases waste and operational inefficiencies.
Enhanced Data Integrity
Electronic records improve reliability and audit readiness.
Increased Productivity
Smart systems optimize workflows.
Improved Patient Safety
Higher product quality leads to safer medicines.
Real-Time Visibility
Management gains instant access to manufacturing performance data.
Challenges in Implementing Pharma 4.0
High Initial Investment
Digital transformation requires substantial investment in technology and infrastructure.
Cybersecurity Risks
Increased connectivity introduces new security challenges.
Employee Skill Gaps
Workforce upskilling is critical for success.
Data Management Challenges
Large data volumes require advanced storage and analytics capabilities.
Regulatory Compliance Requirements
Digital systems must comply with global regulations.
Change Management Issues
Organizational resistance can slow transformation efforts.
Pharma 4.0 and Regulatory Expectations
Data Integrity
Data must be:
- Accurate
- Complete
- Consistent
- Secure
ALCOA+ Principles
Data should be:
- Attributable
- Legible
- Contemporaneous
- Original
- Accurate
Additional principles:
- Complete
- Consistent
- Enduring
- Available
Good Manufacturing Practices (GMP)
Pharma 4.0 supports modern GMP compliance through digital controls and monitoring.
Computer System Validation (CSV)
CSV ensures computerized systems perform as intended.
Computer Software Assurance (CSA)
CSA focuses on risk-based software assurance approaches.
Regulatory Expectations
Major regulators increasingly expect:
- Data integrity controls
- Electronic records compliance
- Risk-based validation
- Cybersecurity management
Key regulatory bodies include:
- U.S. Food and Drug Administration (FDA)
- European Medicines Agency (EMA)
- World Health Organization (WHO)
Pharma 4.0 Career Opportunities
Digital transformation is creating significant demand for skilled professionals.
Pharma 4.0 Specialist
Qualifications
- B.Pharm
- M.Pharm
- Engineering Degree
Skills
- Digital technologies
- Manufacturing systems
- Regulatory compliance
Validation Engineer
Responsibilities
- CSV
- CSA
- Data integrity assessments
- Equipment validation
Automation Engineer
Responsibilities
- PLC programming
- SCADA systems
- Industrial automation
MES Engineer
Responsibilities
- MES implementation
- System integration
- Manufacturing digitization
Data Analyst
Responsibilities
- Data visualization
- Process analytics
- Predictive modeling
Industrial IoT Engineer
Responsibilities
- Connected devices
- Smart sensor integration
- Data acquisition systems
Digital Quality Specialist
Responsibilities
- Digital QMS
- Quality analytics
- Compliance monitoring
AI and Data Science Professional
Responsibilities
- Predictive quality systems
- Machine learning models
- Advanced analytics
Recommended Certifications
- Pharma 4.0 Certification Programs
- Lean Six Sigma
- Data Analytics Certifications
- CSA Training
- CSV Training
- MES Certifications
- Industrial Automation Courses
- AI and Machine Learning Certifications
Skills Required to Succeed in Pharma 4.0
Technical Skills
Data Analytics
Ability to analyze manufacturing and quality data.
Automation Knowledge
Understanding PLC, SCADA, MES, and industrial systems.
Digital Literacy
Comfort with modern software platforms and digital tools.
GMP Knowledge
Strong understanding of pharmaceutical regulations.
Validation Concepts
Knowledge of CSV, CSA, IQ, OQ, and PQ.
Regulatory Understanding
Awareness of FDA, EMA, WHO, and global requirements.
Soft Skills
- Problem-solving
- Critical thinking
- Communication
- Collaboration
- Adaptability
- Continuous learning
Future of Pharma 4.0
The future of the pharmaceutical industry will be driven by intelligent and autonomous technologies.
Smart Factories
Fully connected manufacturing facilities will become standard.
Autonomous Manufacturing
AI systems will make real-time production decisions.
AI-Driven Quality Systems
Predictive quality management will reduce deviations before they occur.
Digital Supply Chains
End-to-end visibility will improve inventory and logistics performance.
Personalized Medicine
Advanced analytics will support individualized therapies.
Advanced Analytics
Data-driven decision-making will become the norm.
Industry 5.0 and Human-Centric Manufacturing
Industry 5.0 will combine advanced automation with human creativity and expertise, creating a more sustainable and patient-focused pharmaceutical ecosystem.
Conclusion
Pharma 4.0 is transforming the pharmaceutical industry through digitalization, automation, artificial intelligence, advanced analytics, and smart manufacturing technologies. Organizations adopting Pharma 4.0 are achieving higher quality standards, improved compliance, enhanced productivity, and better patient outcomes.
For students, freshers, and experienced professionals, Pharma 4.0 presents one of the most promising career opportunities in the modern pharmaceutical sector. Skills in digital technologies, automation, validation, data analytics, quality systems, and regulatory compliance will be highly valuable in the coming years.
Actionable Career Advice
For Freshers
- Learn GMP fundamentals.
- Develop digital literacy skills.
- Gain knowledge of CSV and CSA.
- Study MES, ERP, and LIMS concepts.
- Take online courses in Data Analytics and AI.
For Experienced Professionals
- Upskill in Pharma 4.0 technologies.
- Pursue automation and digital transformation certifications.
- Develop leadership skills for managing digital projects.
- Stay updated with evolving regulatory expectations.
The future of pharmaceutical manufacturing belongs to digitally empowered professionals who can successfully bridge pharmaceutical science with emerging technologies. Investing in Pharma 4.0 skills today can create exceptional career opportunities tomorrow.