
The pharmaceutical industry is undergoing a major digital transformation driven by advanced technologies such as Artificial Intelligence (AI), Machine Learning (ML), Industrial Automation, and Data Analytics. AI is rapidly becoming one of the most powerful technologies in pharmaceutical manufacturing due to its ability to improve productivity, quality, compliance, and operational efficiency.
What is Artificial Intelligence (AI)?
Artificial Intelligence (AI) refers to computer systems or software capable of performing tasks that normally require human intelligence. These tasks include:
- Learning from data
- Pattern recognition
- Decision-making
- Predictive analysis
- Process optimization
- Problem-solving
- Automation
In pharmaceutical manufacturing, AI systems analyze massive volumes of manufacturing, quality, equipment, and operational data to support intelligent decision-making and automated control.
Evolution of AI in the Pharmaceutical Industry
Initially, pharmaceutical manufacturing relied heavily on manual operations and traditional automation systems. Over time, the industry adopted:
- Computerized systems
- SCADA and PLC automation
- MES (Manufacturing Execution Systems)
- ERP systems
- PAT (Process Analytical Technology)
Today, AI represents the next stage of pharmaceutical digitalization, enabling smart manufacturing and intelligent pharmaceutical operations.
Importance of Digital Transformation in Pharma Manufacturing
Digital transformation is becoming essential because pharmaceutical companies face increasing pressure to:
- Improve product quality
- Reduce manufacturing costs
- Ensure regulatory compliance
- Increase manufacturing efficiency
- Reduce deviations and recalls
- Enhance patient safety
- Improve supply chain reliability
AI helps organizations achieve these objectives through intelligent automation and data-driven manufacturing.
Why AI is Becoming Essential in Modern Pharmaceutical Operations
AI supports pharmaceutical manufacturing by:
- Enabling real-time monitoring
- Improving process consistency
- Predicting equipment failures
- Reducing human errors
- Enhancing GMP compliance
- Improving batch release timelines
- Supporting continuous manufacturing
Modern pharmaceutical facilities are increasingly evolving toward “smart factories” where AI plays a central operational role.
Understanding AI Technologies Used in Pharma
Machine Learning (ML)
Machine Learning enables systems to learn from historical manufacturing data and improve predictions over time.
Pharmaceutical Applications:
- Predicting batch failures
- Process optimization
- Equipment maintenance forecasting
- Yield improvement
Deep Learning
Deep Learning is an advanced form of ML that uses neural networks for complex data analysis.
Applications:
- Visual inspection systems
- Defect detection
- Image-based quality control
- Particle analysis
Predictive Analytics
Predictive analytics uses historical and real-time data to forecast future events.
Applications:
- Predicting equipment downtime
- Forecasting deviations
- Inventory planning
- Stability trend prediction
Computer Vision
Computer vision enables machines to interpret visual data.
Applications:
- Tablet defect detection
- Label verification
- Packaging inspection
- Sterile fill inspection
Natural Language Processing (NLP)
NLP helps systems understand human language and documentation.
Applications:
- Batch record review
- Deviation analysis
- SOP management
- Regulatory document analysis
Robotics and Intelligent Automation
AI-powered robotics automate repetitive manufacturing tasks.
Applications:
- Material handling
- Packaging automation
- Sterile filling operations
- Warehouse automation
Industrial Internet of Things (IIoT)
IIoT connects manufacturing equipment and sensors for real-time monitoring.
Applications:
- Environmental monitoring
- Equipment performance tracking
- Utility monitoring
- Smart manufacturing integration
Digital Twins
Digital twins are virtual replicas of manufacturing systems.
Applications:
- Process simulation
- Equipment modeling
- Risk analysis
- Production optimization
Big Data Analytics
Big Data systems process large manufacturing datasets.
Applications:
- Trend analysis
- Process monitoring
- CAPA evaluation
- Compliance analytics
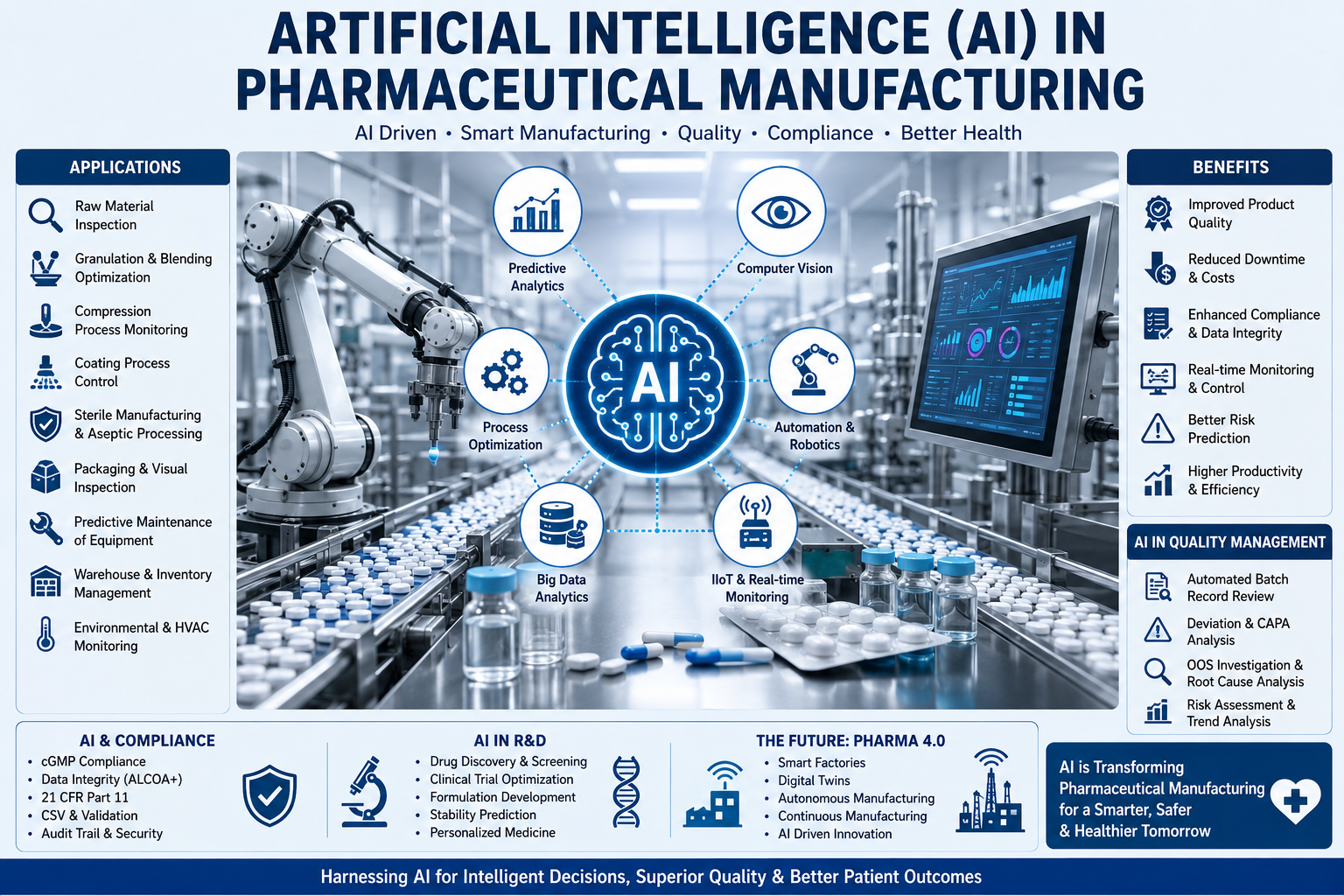
Applications of AI in Pharmaceutical Manufacturing
AI in Tablet Manufacturing
AI helps optimize:
- Compression force
- Tablet weight variation
- Hardness control
- Dissolution consistency
AI systems monitor manufacturing parameters in real time to maintain product quality.
AI in Granulation and Blending Optimization
AI improves:
- Granule size consistency
- Blend uniformity
- Moisture control
- Process endpoint detection
This reduces variability and improves batch consistency.
AI in Compression Process Monitoring
AI-based monitoring systems detect:
- Sticking
- Capping
- Lamination
- Weight deviations
This allows immediate corrective action during manufacturing.
AI-Based Coating Process Control
AI optimizes:
- Spray rate
- Temperature
- Airflow
- Coating uniformity
Resulting in improved coating quality and reduced defects.
AI in Sterile Manufacturing and Aseptic Processing
AI supports:
- Environmental monitoring
- Contamination risk prediction
- Sterility assurance
- Automated inspection systems
Computer vision systems can detect particulate contamination more accurately than manual inspection.
AI in Packaging Operations
Applications include:
- Vision-based label verification
- Serialization monitoring
- Leak detection
- Carton inspection
AI in Warehouse and Inventory Management
AI improves:
- Inventory forecasting
- Cold chain monitoring
- Material tracking
- Warehouse automation
AI in Predictive Maintenance of Equipment
AI predicts equipment failures before breakdown occurs.
Equipment Covered:
- Compressors
- HVAC systems
- Fluid bed dryers
- Tablet presses
- Filling machines
This minimizes downtime and improves operational reliability.
AI in Environmental Monitoring Systems
AI continuously evaluates:
- Temperature
- Humidity
- Differential pressure
- Airborne particles
The system can generate alerts before excursions occur.
AI in HVAC Optimization
AI improves HVAC efficiency through:
- Dynamic airflow control
- Energy optimization
- Environmental stability
- Predictive maintenance
AI in Process Automation and Smart Factories
AI-powered smart factories enable:
- Real-time manufacturing control
- Autonomous process adjustments
- Digital manufacturing records
- Integrated production systems
AI in Pharmaceutical Quality Management
AI in Quality Assurance (QA)
AI improves QA by:
- Automating batch review
- Monitoring compliance trends
- Supporting audit readiness
- Detecting data inconsistencies
AI in Quality Control (QC)
AI supports QC through:
- Automated analytical data review
- Spectral analysis
- Chromatography evaluation
- Trend detection
AI in Deviation Management
AI identifies recurring deviation patterns and predicts potential quality risks.
AI in CAPA Systems
AI helps evaluate:
- CAPA effectiveness
- Recurrence probability
- Risk prioritization
AI in Root Cause Analysis
AI analyzes complex manufacturing datasets to identify root causes faster and more accurately.
AI in OOS Investigations
AI supports Out-of-Specification investigations by:
- Evaluating historical trends
- Comparing process parameters
- Identifying anomaly patterns
AI in Batch Record Review
AI-powered systems reduce review time and improve data integrity compliance.
Real-Time Monitoring
AI enables continuous monitoring of:
- CPPs (Critical Process Parameters)
- CQAs (Critical Quality Attributes)
- Equipment performance
Data Integrity Compliance
AI systems support:
- Audit trails
- Electronic data review
- Data anomaly detection
- ALCOA+ compliance
Risk Management
AI strengthens Quality Risk Management (QRM) by improving predictive risk analysis.
AI in GMP and Regulatory Compliance
AI and cGMP Compliance
AI systems must comply with:
- cGMP regulations
- Data integrity requirements
- Validation standards
- Electronic record regulations
FDA Perspective on AI in Pharma
The U.S. Food and Drug Administration encourages innovation while emphasizing:
- Patient safety
- Data reliability
- System validation
- Transparency
EMA and Global Regulatory Expectations
The European Medicines Agency and other regulators increasingly support digital transformation initiatives.
Validation Requirements for AI Systems
AI systems require:
- Computer System Validation (CSV)
- Performance qualification
- Risk assessment
- Periodic review
GAMP 5 Considerations
AI systems should align with:
- GAMP 5 principles
- Risk-based validation
- Lifecycle management
- Data governance
Data Governance and Cybersecurity
Critical requirements include:
- Secure data storage
- Controlled access
- Cybersecurity monitoring
- Backup and disaster recovery
Audit Trail Requirements
AI platforms must maintain:
- Traceability
- Electronic signatures
- Change history
- User activity logs
Challenges in AI Validation and Regulatory Acceptance
Challenges include:
- Dynamic learning systems
- Algorithm transparency
- Regulatory uncertainty
- Model explainability
AI in Pharmaceutical Research & Development
Drug Discovery Using AI
AI accelerates:
- Molecule screening
- Target identification
- Drug candidate selection
This significantly reduces development timelines.
Clinical Trial Optimization
AI supports:
- Patient recruitment
- Trial monitoring
- Predictive patient analysis
- Data management
AI in Formulation Development
AI predicts:
- Excipient compatibility
- Dissolution behavior
- Formulation stability
AI for Stability Prediction
AI analyzes stability data to forecast:
- Shelf life
- Degradation trends
- Packaging compatibility
Personalized Medicine
AI enables customized therapies based on:
- Genetic profiles
- Disease biomarkers
- Patient-specific responses
AI-Driven Pharmaceutical Innovation
AI is driving innovation in:
- Biopharmaceuticals
- Gene therapies
- Advanced drug delivery systems
- Continuous manufacturing
Benefits of AI in Pharmaceutical Manufacturing
Improved Product Quality
AI reduces process variability and improves consistency.
Reduced Manufacturing Errors
Automation minimizes manual intervention and human error.
Enhanced Compliance
AI strengthens GMP adherence and audit readiness.
Faster Decision-Making
Real-time analytics improve operational response times.
Reduced Downtime
Predictive maintenance reduces unexpected failures.
Cost Optimization
AI lowers waste, energy consumption, and maintenance costs.
Increased Productivity
Automated systems improve production throughput.
Improved Process Efficiency
AI continuously optimizes manufacturing parameters.
Better Risk Prediction
Predictive analytics identify risks before failures occur.
Real-Time Process Control
AI supports proactive manufacturing management.
Challenges and Limitations of AI in Pharma
High Implementation Cost
AI infrastructure and integration can be expensive.
Data Quality Issues
Poor data quality can reduce AI effectiveness.
Regulatory Uncertainty
Regulatory frameworks for AI continue evolving.
Cybersecurity Concerns
Connected systems increase cyber risk exposure.
Skilled Workforce Requirements
Organizations need:
- Data scientists
- Automation engineers
- AI specialists
Resistance to Technological Change
Cultural resistance may slow implementation.
AI Bias and Model Reliability
Incorrect training data can affect model performance.
Integration with Legacy Systems
Older pharmaceutical systems may lack compatibility.
Future of AI in Pharmaceutical Manufacturing
Pharma 4.0
Pharma 4.0 integrates:
- AI
- Automation
- IIoT
- Big Data
- Smart manufacturing
Smart Pharmaceutical Factories
Future facilities will feature:
- Autonomous systems
- Self-optimizing processes
- Real-time quality assurance
Autonomous Manufacturing Systems
AI may eventually enable:
- Fully automated batch manufacturing
- Autonomous process control
- Self-correcting systems
AI-Driven Continuous Manufacturing
Continuous manufacturing will benefit from:
- Real-time analytics
- Predictive process adjustments
- Reduced cycle times
Digital Transformation Trends
Key future trends include:
- Cloud manufacturing
- AI-integrated MES systems
- Digital twins
- Smart supply chains
Future Regulatory Evolution
Regulators are expected to develop:
- AI-specific guidelines
- Advanced validation frameworks
- Digital compliance standards
Role of AI in Global Healthcare Improvement
AI can improve:
- Medicine accessibility
- Manufacturing reliability
- Product quality
- Patient safety worldwide
Real-World Examples and Case Studies
Manufacturing Optimization
Pfizer uses advanced analytics and AI-driven manufacturing systems to improve operational efficiency and production monitoring.
Predictive Maintenance
Novartis applies predictive maintenance technologies to reduce equipment downtime and improve manufacturing reliability.
Quality Systems
Johnson & Johnson uses AI-supported quality analytics for process monitoring and compliance improvement.
Drug Development
AstraZeneca leverages AI in drug discovery and clinical research optimization.
Supply Chain Management
Roche utilizes AI-powered supply chain analytics for inventory optimization and logistics management.
Career Opportunities in AI and Pharma
AI is creating significant career opportunities across the pharmaceutical sector.
Opportunities for Pharma Professionals
Roles include:
- Digital manufacturing specialist
- Pharma automation engineer
- Smart factory coordinator
Opportunities for Engineers
Engineering careers include:
- AI systems engineer
- Process automation engineer
- Robotics specialist
Opportunities for Data Analysts
Data professionals work in:
- Predictive analytics
- Manufacturing intelligence
- Quality analytics
Opportunities for Automation Specialists
Skills in:
- SCADA
- PLC
- MES
- AI integration
are increasingly valuable.
Opportunities for Quality Professionals
QA and QC professionals can specialize in:
- Digital quality systems
- AI-based compliance
- Data integrity analytics
AI Specialists in Healthcare and Pharma
Emerging roles include:
- AI validation specialist
- Pharmaceutical data scientist
- Pharma digital transformation consultant
FAQs: AI in Pharmaceutical Manufacturing
What is AI in pharmaceutical manufacturing?
AI in pharmaceutical manufacturing refers to the use of intelligent computer systems and algorithms to improve manufacturing efficiency, quality, compliance, automation, and decision-making.
How is AI used in pharma manufacturing?
AI is used in:
- Predictive maintenance
- Quality monitoring
- Process optimization
- Automated inspection
- Environmental monitoring
- Smart manufacturing systems
What are the benefits of AI in pharma?
Benefits include:
- Improved product quality
- Reduced downtime
- Enhanced compliance
- Increased productivity
- Faster decision-making
Is AI replacing pharmaceutical professionals?
AI is not replacing professionals entirely. Instead, it supports personnel by improving efficiency and enabling data-driven decision-making.
What is Pharma 4.0?
Pharma 4.0 is the integration of digital technologies such as AI, automation, IIoT, and Big Data into pharmaceutical manufacturing operations.
Conclusion
Artificial Intelligence is revolutionizing pharmaceutical manufacturing by enabling smarter, faster, safer, and more efficient operations. From predictive maintenance and quality analytics to autonomous manufacturing and digital quality systems, AI is becoming a core pillar of modern pharmaceutical operations.
AI not only improves manufacturing efficiency and product quality but also strengthens regulatory compliance, reduces operational risk, and enhances patient safety. As the pharmaceutical industry moves toward Pharma 4.0 and smart manufacturing ecosystems, AI will continue to play a critical role in transforming global healthcare and medicine production.
Organizations that successfully adopt AI technologies while maintaining GMP compliance, data integrity, and robust validation practices will gain significant competitive advantages in the future pharmaceutical landscape.