
Introduction to Tablet Compression
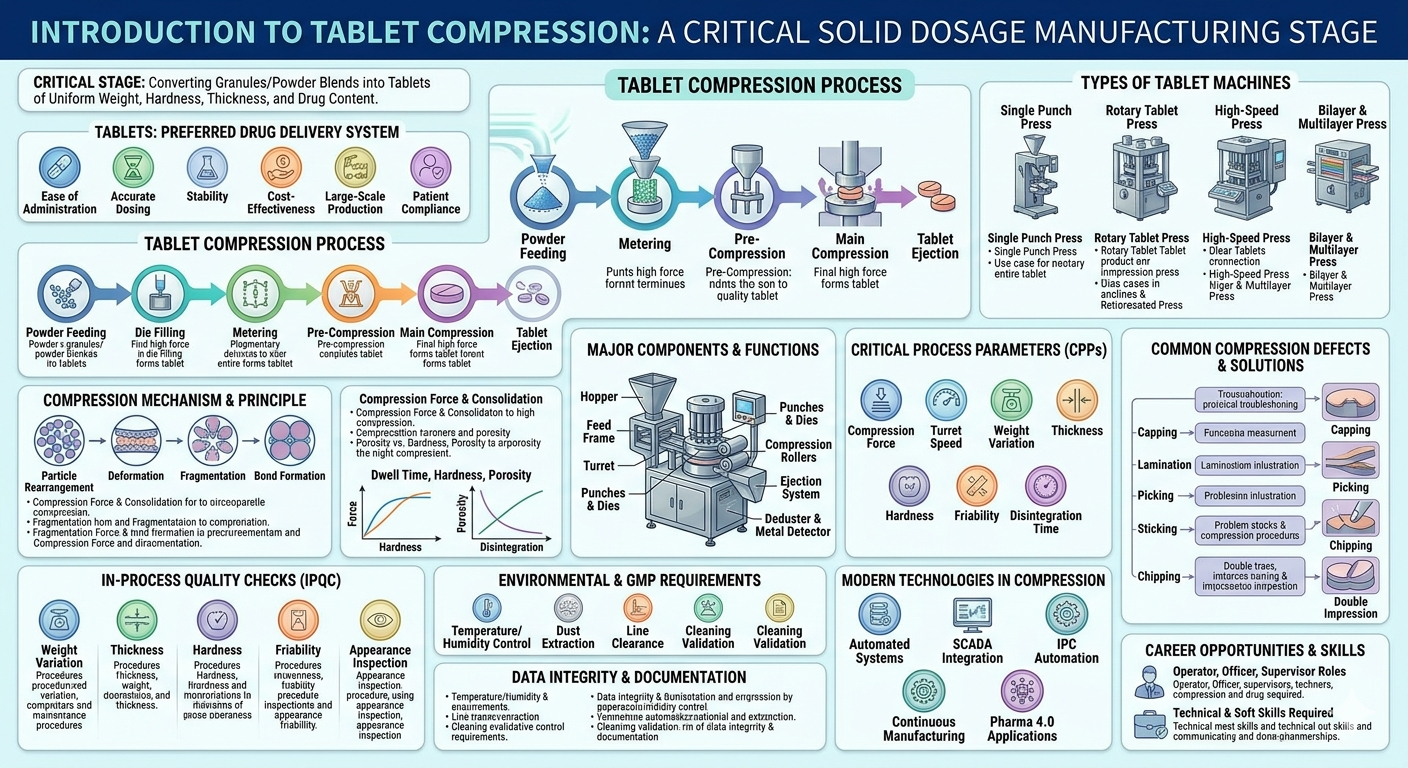
Tablet compression is one of the most critical stages in solid oral dosage manufacturing in the pharmaceutical industry. It is the process of converting granules or powder blends into tablets of uniform weight, hardness, thickness, and drug content using mechanical compression force.
In modern pharmaceutical manufacturing, tablet dosage forms remain the most preferred drug delivery system due to their:
- Ease of administration
- Accurate dosing
- Stability
- Cost-effectiveness
- Large-scale production capability
- Patient compliance
The tablet compression process directly impacts product quality, therapeutic effectiveness, regulatory compliance, and patient safety. A poorly controlled compression process can lead to defects such as capping, sticking, weight variation, and dissolution failures.
What is Compression in Pharmaceuticals?
Compression in pharmaceuticals refers to the process of compacting powdered or granulated materials into tablets using a tablet press machine by applying high mechanical force.
The process involves:
- Filling the die cavity with granules/powder
- Compressing the material between upper and lower punches
- Forming a solid compact tablet
- Ejecting the tablet from the die cavity
This process is a major part of the overall Tablet Manufacturing Process and plays a vital role in ensuring:
- Uniformity of dosage
- Mechanical strength
- Proper disintegration
- Dissolution performance
- Product stability
Importance of Tablet Compression in Solid Dosage Manufacturing
Tablet compression is essential because it determines the final quality attributes of the finished pharmaceutical product.
Key Importance:
- Ensures uniform drug distribution
- Provides adequate tablet hardness
- Controls friability and mechanical integrity
- Influences dissolution and bioavailability
- Supports high-speed commercial production
- Improves patient acceptability
- Maintains GMP compliance
Improper compression parameters may result in batch rejection, regulatory observations, or product recalls.
Objectives of the Compression Process
The main objectives of pharmaceutical tablet compression include:
| Objective | Purpose |
|---|---|
| Uniform Weight | Ensures dose accuracy |
| Adequate Hardness | Prevents breakage during handling |
| Proper Thickness | Maintains packaging compatibility |
| Low Friability | Prevents dust generation |
| Good Appearance | Improves market acceptability |
| Proper Disintegration | Ensures therapeutic effectiveness |
| High Productivity | Supports commercial manufacturing |
Principle of Tablet Compression
Mechanism of Powder Compaction
Tablet formation occurs when powder particles are compressed under pressure and form strong interparticulate bonds.
The compaction mechanism includes:
- Particle rearrangement
- Deformation
- Fragmentation
- Bond formation
Compression Force and Consolidation
Compression force is the pressure applied by punches on granules inside the die cavity.
Higher compression force generally results in:
- Increased hardness
- Reduced porosity
- Reduced disintegration time
- Increased tablet density
However, excessive compression force can cause:
- Capping
- Lamination
- Slow dissolution
- Punch sticking
Role of Dwell Time, Hardness, and Porosity
Dwell Time
Dwell time refers to the duration during which compression force is applied.
Longer dwell time:
- Improves bonding
- Reduces capping
- Enhances tablet strength
Hardness
Tablet hardness determines mechanical strength and handling ability.
Porosity
Porosity affects:
- Disintegration
- Dissolution
- Moisture uptake
Balanced porosity is essential for optimal drug release.
Types of Tablet Compression Machines
1. Single Punch Tablet Press
A single punch machine produces one tablet per cycle.
Applications:
- R&D batches
- Small-scale production
- Pilot trials
Advantages:
- Simple operation
- Low cost
- Easy maintenance
Limitations:
- Low production capacity
2. Rotary Tablet Press
The rotary tablet press is the most commonly used Compression Machine in Pharma manufacturing.
Features:
- Multiple stations
- Continuous operation
- High production speed
Advantages:
- High output
- Uniform tablets
- Automated operation
3. High-Speed Tablet Compression Machines
Modern high-speed presses can produce:
- 200,000 to 1 million tablets/hour
Features:
- PLC-controlled systems
- Automatic weight control
- Real-time monitoring
- IPC integration
These machines are widely used in large commercial pharmaceutical plants.
4. Bilayer and Multilayer Tablet Presses
These machines produce tablets with:
- Two or more layers
- Different APIs
- Controlled-release profiles
Applications:
- Combination products
- Modified-release tablets
Major Components of Compression Machine
Hopper
Stores granules/powder and feeds material into the feed frame.
Feed Frame
Ensures uniform flow of granules into die cavities.
Turret
Rotating component that holds punches and dies.
Punches and Dies
Core tooling components responsible for tablet shape and size.
Upper Punch
Applies compression force from top.
Lower Punch
Controls die fill depth and tablet ejection.
Compression Rollers
Apply pre-compression and main compression forces.
Ejection System
Pushes tablets out of the die cavity after compression.
Deduster and Metal Detector
- Removes excess powder
- Detects metallic contamination
These are mandatory GMP requirements in most facilities.
Tablet Compression Process – Step-by-Step
1. Powder Feeding
Granules enter the hopper and flow into the feed frame.
GMP Insight:
Poor flow properties may cause:
- Weight variation
- Segregation
- Content uniformity failures
2. Die Filling
Lower punch descends, creating space in the die cavity for powder filling.
3. Metering
Excess powder is removed to achieve target tablet weight.
Critical Factor:
Consistent granule density is essential.
4. Pre-Compression
Light compression removes trapped air.
Benefits:
- Prevents capping
- Improves tablet integrity
5. Main Compression
Final compression force converts granules into tablets.
Critical Parameters:
- Compression force
- Turret speed
- Dwell time
6. Tablet Ejection
Lower punch rises and ejects tablet from die cavity.
7. Collection and Inspection
Compressed tablets pass through:
- Deduster
- Metal detector
- Visual inspection
Critical Process Parameters (CPPs)
Compression Force
Directly affects:
- Hardness
- Friability
- Disintegration
Turret Speed
High speed may:
- Reduce dwell time
- Cause weight variation
- Increase defects
Tablet Weight Variation
Controlled through:
- Granule flow
- Fill depth
- Feed frame performance
Thickness
Impacts:
- Packaging
- Appearance
- Dissolution
Hardness
Must be optimized for:
- Mechanical strength
- Disintegration
Friability
Usually should be:
- Less than 1%
Disintegration Time
Depends on:
- Binder concentration
- Compression force
- Porosity
In-Process Quality Checks During Compression
Weight Variation Testing
Performed at regular intervals to ensure dose uniformity.
Typical Frequency:
- Every 15–30 minutes
Thickness Check
Measured using digital vernier calipers.
Hardness Testing
Determines crushing strength of tablets.
Friability Testing
Checks tablet resistance to abrasion.
Standard Limit:
- NMT 1%
Appearance Inspection
Operators inspect for:
- Black particles
- Chipping
- Capping
- Color variation
Common Compression Defects and Troubleshooting
1. Capping
Description:
Top or bottom crown separates from tablet.
Causes:
- Air entrapment
- Low moisture
- Excessive fines
- High turret speed
Corrective Actions:
- Increase pre-compression
- Optimize granulation
- Reduce speed
2. Lamination
Description:
Tablet splits into layers.
Causes:
- Overcompression
- Air entrapment
- Improper binder concentration
Solutions:
- Reduce compression force
- Improve granule quality
3. Picking
Description:
Material sticks to punch surface.
Causes:
- Excess moisture
- Poor lubrication
- Worn punches
Corrective Actions:
- Polish punches
- Optimize drying
- Use anti-adherents
4. Sticking
Description:
Granules adhere to die wall or punch face.
Causes:
- Hygroscopic material
- High humidity
- Inadequate lubrication
5. Chipping
Description:
Edges of tablets break.
Causes:
- Low hardness
- Worn tooling
- Improper formulation
6. Double Impression
Description:
Duplicate embossing on tablet surface.
Causes:
- Free rotation of punches
Solution:
- Use anti-turning punches
Compression Tooling
Types of Punches and Dies
Flat Punches
Used for simple tablets.
Concave Punches
Used for standard round tablets.
Special Tooling
Used for:
- Bilayer tablets
- Logo embossing
- Modified shapes
Tooling Standards
| Tooling Type | Usage |
|---|---|
| B Tooling | Small tablets |
| D Tooling | Large tablets |
| BB Tooling | Medium-sized tablets |
Maintenance and Handling of Tooling
Best Practices:
- Regular inspection
- Polishing
- Lubrication
- Proper storage
GMP Insight:
Damaged tooling can cause:
- Black spots
- Weight variation
- Product contamination
Environmental & GMP Requirements
Temperature and Humidity Control
Typical conditions:
- Temperature: 20–25°C
- Relative Humidity: 40–60%
Improper conditions may affect:
- Flowability
- Sticking
- Stability
Dust Extraction System
Compression generates fine dust.
Importance:
- Operator safety
- Cross-contamination prevention
- GMP compliance
Line Clearance
Performed before batch initiation to prevent:
- Product mix-up
- Labeling errors
- Cross-contamination
Cleaning Validation
Ensures equipment cleanliness between batches.
Includes:
- Swab testing
- Residue limits
- Documentation
Data Integrity and Documentation
Compression records must include:
- Batch details
- Compression parameters
- IPC records
- Deviations
ALCOA principles must be followed:
- Attributable
- Legible
- Contemporaneous
- Original
- Accurate
Safety Precautions in Compression Area
Operator Safety
Operators should receive:
- SOP training
- Machine safety training
- GMP awareness training
Machine Guarding
Compression machines must have:
- Emergency stop systems
- Interlocked guards
- Safety alarms
Dust Control Measures
Use:
- Vacuum systems
- Dust collectors
- Air handling systems
PPE Requirements
Personnel should wear:
- Gloves
- Masks
- Goggles
- Safety shoes
- Coveralls
Regulatory & Compliance Aspects
GMP Guidelines
Compression activities must comply with:
- cGMP
- Schedule M
- WHO GMP
- EU GMP
US FDA Expectations
FDA inspectors focus on:
- Process validation
- Data integrity
- Equipment qualification
- IPC controls
- Deviation handling
WHO and EU GMP Considerations
Key areas include:
- Cross-contamination prevention
- Environmental monitoring
- Cleaning procedures
- Documentation practices
Audit Observations Related to Compression
Common Observations:
- Improper line clearance
- Missing IPC records
- Worn punches
- Inadequate cleaning
- Dust accumulation
Modern Technologies in Tablet Compression
Automated Compression Systems
Modern systems include:
- Auto weight adjustment
- Real-time monitoring
- Automatic rejection systems
SCADA Integration
SCADA systems enable:
- Process monitoring
- Alarm management
- Electronic batch records
IPC Automation
Automated IPC systems monitor:
- Weight
- Thickness
- Hardness
Without stopping production.
Continuous Manufacturing
Continuous tablet manufacturing improves:
- Efficiency
- Product consistency
- Process control
Pharma 4.0 Applications
Advanced technologies include:
- AI-based monitoring
- Predictive maintenance
- Digital manufacturing analytics
- IoT-enabled compression systems
Career Opportunities in Compression Department
The compression department offers excellent opportunities in the Pharmaceutical Manufacturing Process sector.
Compression Operator Roles
Responsibilities:
- Machine setup
- Compression operation
- IPC checks
- Documentation
Production Officer & Supervisor Roles
Responsibilities:
- Batch execution
- Process optimization
- Deviation handling
- Team supervision
- Regulatory compliance
Skills Required in Tablet Manufacturing
Technical Skills:
- Compression machine operation
- GMP knowledge
- Troubleshooting
- Documentation
Soft Skills:
- Attention to detail
- Communication
- Teamwork
- Problem-solving
Real Manufacturing Insights from Industry
Example 1: Sticking Issue During Monsoon
Problem:
Frequent sticking observed during compression of hygroscopic formulation.
Investigation:
Relative humidity increased above 65%.
Corrective Action:
- Reduced RH to 45%
- Increased drying time
- Added colloidal silicon dioxide
Result:
Sticking eliminated successfully.
Example 2: Weight Variation in High-Speed Compression
Problem:
High tablet weight variation at increased turret speed.
Root Cause:
Poor granule flowability.
Corrective Action:
- Optimized granulation PSD
- Modified feed frame speed
- Reduced fines
Outcome:
Uniform tablet weights achieved.
Best Practices for Optimized Compression Process
Key Recommendations:
- Maintain consistent granule quality
- Optimize compression parameters
- Perform regular IPC checks
- Ensure tooling maintenance
- Control environmental conditions
- Train operators regularly
- Follow GMP documentation practices
Conclusion
Tablet compression is one of the most important stages in pharmaceutical solid dosage manufacturing. A well-controlled Tablet Compression Process ensures consistent tablet quality, regulatory compliance, operational efficiency, and patient safety.
From powder feeding to tablet ejection, every stage requires scientific understanding, GMP discipline, and technical expertise. Modern pharmaceutical industries are increasingly adopting automation, SCADA systems, IPC integration, and Pharma 4.0 technologies to improve manufacturing excellence.
Understanding Pharmaceutical Compression, machine operation, tooling, troubleshooting, and regulatory expectations is essential for:
- Pharma professionals
- Manufacturing personnel
- GMP trainees
- Freshers entering the pharmaceutical industry
An optimized compression process ultimately leads to:
- Better product quality
- Reduced manufacturing defects
- Improved compliance
- Enhanced patient trust
- Successful pharmaceutical operations